Однако основная проблема, возникающая у любителей при работе с алюминием, это его . Просто так алюминий не паяется. Причина невозможности пайки алюминия обычными методами - способность на воздухе очень быстро (за доли секунды) образовывать окисные пленки. Поэтому разработанные ранее технологии требуют или специальных ртутных флюсов или специальных сменных жал для паяльников.
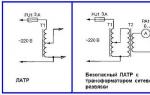
Чаще всего потребность в пайке алюминия возникает при ремонте резонансных стабилизаторов напряжения. В целях экономии все обмотки промышленных сетевых стабилизаторов выполнены алюминиевым проводом. Паять сами эти провода вовсе не обязательно. Достаточно прикрутить к ним хорошо паяющийся провод любым удобным для вас способом и паять уже не алюминий, а этот провод.
Но как быть, если необходимо паять не проводники, а например, самые неудобные для пайки плоские поверхности?
Предлагаемый способ осуществляется с помощью обычных припоя и канифоли обычным паяльником. Поскольку алюминий очень хорошо проводит тепло, паяльник лучше брать мощный 60-100 Вт. Если мощности вашего паяльника недостаточно для прогрева больших спаиваемых деталей, воспользуйтесь дополнительным параллельным нагревом с помощью газовой или электрической кухонной плиты.
Перед соединением место пайки следует тщательно натереть каким-либо крошащемся камнем (песчаником, кирпичом, куском засохшего строительного раствора, содержащего песок и т.п.). Камень очищает поверхность алюминия от толстой оксидной пленки. Песок и пыль, образующиеся в процессе зачистки, надо оставить на месте пайки. Сразу после натирания поверхность алюминия покрывается слоем расплавленной канифоли.
Далее методика пайки мало отличается от пайки обычных материалов, разве что теперь жалом паяльника место пайки надо тщательней протереть, чтобы разрушить с помощью песка тонкую пленку окислов, успевших образоваться на очищенной поверхности перед нанесением канифоли.
Прочность спаянного алюминия оказывается выше, чем прочность паянной меди. Объясняется это низкой температурой плавления алюминия (гораздо ниже, чем у меди), а также большой способностью алюминия к диффузии в другие металлы.
Среди всех известных мне способов пайки алюминия этот способ является самым простым, дешевым и удобным. Он годится также для пайки любых других металлов.
Журнал "ЭЛЕКТРИК" (Радиоаматор-Электрик)
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.

Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.

Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Мнение о том, что очень трудно спаять элементы, изготовленные из алюминия или сплавов на его основе, во многом ошибочно. Конечно, если применять для этого составы, предназначенные для работы с медью, латунью или сталью, то получить положительный результат практически невозможно. Специальные припои для пайки алюминия значительно упростят этот процесс.
и сплавов на его основе
Трудности, которые возникают при пайке алюминия, обусловлены его специфическими особенностями:
- высокой стойкостью оксидной пленки на поверхности;
- низкой температурой плавления;
- высокой теплоемкостью.
По температурным показателям, при которых производят пайку алюминия, различают два основных способа:
- низкотемпературный в диапазоне 150-300⁰С (мягкая пайка);
- высокотемпературный - 390-580⁰С (твердая пайка).
Учитывая особенности металла, производители разработали специальные припои и флюсы для пайки алюминия.
Преимущества пайки
Раньше для соединения алюминиевых деталей использовали специальную аргоновую сварку. Для проведения таких работ было необходимо дорогостоящее оборудование, да и использовать его мог только высококвалифицированный специалист. К тому же в месте сварки происходило разрушение металла в глубину.
Пайка алюминия припоями и флюсами лишена всех вышеперечисленных недостатков и обладает целым рядом преимуществ:
- Для скрепления деталей применяются доступные приспособления.
- Работы может производить даже неквалифицированный исполнитель, то есть, их вполне можно выполнить самостоятельно в домашних условиях.
- Не нарушается целостность и структура соединяемых деталей.
- При правильном соблюдении технологии пайки механическая прочность соединения не уступает сварочным швам.
- Повторный нагрев позволяет легко изменить взаимное расположение деталей и места пайки.
Пайка алюминия в высокотемпературном режиме
Для того чтобы прочно соединить достаточно крупные алюминиевые элементы, применяют так называемую твердую пайку. Для этого потребуются:

- газовая горелка;
- металлическая щетка;
- припой.
Алгоритм производства работ довольно прост:

- В местах пайки детали тщательно зачищаем, используя стальную щетку.
- Прогреваем место соединения деталей с помощью газовой горелки до температуры плавления припоя (для современных составов это обычно 390-400⁰С).

- Плотно прижимаем пруток припоя к месту пайки и возвратно-поступательными движениями наносим его на поверхность.
- Стальной щеткой удаляем оксидную пленку под расплавленным припоем.
- Даем деталям остыть естественным путем.
Припои для твердой пайки
Долгое время российскому потребителю был доступен только припой 34А. Основной составляющей этого состава является алюминий (до 66%). Температура пайки составляет 530-550⁰С. Работать с ним надо предельно осторожно, чтобы не расплавить или не повредить скрепляемые детали, ведь плавление самого алюминия начинается уже при 660⁰С. К тому же при производстве работ по рекомендации изготовителя пруток припоя необходимо периодически обмакивать во флюс Ф-34А.

Температура пайки алюминия припоем HTS-2000 (американского производства) составляет около 400 градусов. Соединение элементов осуществляют без применения флюса. Это в значительной мере упрощает технологический процесс.

Еще одним довольно популярным и распространенным припоем с флюсовым сердечником является швейцарский Castolin 192 FBK. Температура пайки у него немного выше - 440 градусов. Наличие флюса в структуре прутка облегчает удаление оксидной пленки с поверхности и обеспечивает надежное сцепление припоя с алюминием.
Оба вышеописанных импортных состава изготавливают на основе цинка, поэтому место пайки имеет высокие антикоррозионные свойства.
Недавно у иностранных производителей появился достойный конкурент - припой для пайки алюминия «Супер А+», который разработали и теперь изготавливают в Новосибирске. По своим техническим характеристикам он ни в чем не уступает западным аналогам. Процесс твердой пайки осуществляют при тех же приемлемых для металла 400 градусах. Причем нет нужды использовать флюс. А вот цена на него гораздо ниже (в 2-3 раза), чем у его западных аналогов. Состав ингредиентов разработчики предусмотрительно пока не публикуют.
Пайка алюминия в низкотемпературном режиме
Так как мягкую пайку осуществляют обычно при температуре в диапазоне 230-300 ⁰С, то для нее понадобятся:
- электрический паяльник;
- припой для пайки алюминия;
- флюс;
- удобные инструменты для зачистки деталей (металлическая щетка, напильник или наждачная бумага).
Порядок работ:
- Зачищаем соединяемые детали любым механическим способом.
- Фиксируем их в нужном положении.
- На место пайки наносим флюс (например, кисточкой).
- Жало (предварительно разогретого) паяльника и пруток припоя упираем в место соединения.
- Припой начинает плавиться. Продвигая паяльник, пропаиваем весь шов соединения.

- Даем скрепленным деталям остыть.
- Тщательно очищаем место пайки от остатков флюса (например, смоченной в спирте салфеткой или тряпкой).
Припои для мягкой пайки алюминия
Для низкотемпературной пайки алюминия в настоящее время применяют составы от самых разных производителей. Многие с успехом осуществляют пайку алюминия припоем П250а российского производства. Он изготовлен на основе олова (80%). Также в его состав входят цинк (19,85%) и незначительные добавки меди (0,15%). Невысокая цена и доступность приобретения обеспечили ему достаточную популярность.
Довольно распространен в нашей стране и швейцарский припой Castolin 1827 для пайки алюминия. В его состав входят серебро, кадмий и цинк. Однако цена на него значительно выше российского аналога. К тому же производители убедительно рекомендуют применять его только с флюсами своего же производства.

Флюсы для пайки алюминия
Флюсы растворяют и удалят оксидную пленку с поверхности металла, а также способствуют лучшей растекаемости расплавленного припоя, что в конечном итоге сказывается на качестве и прочности соединения. Поэтому выбирать их надо так же тщательно, как и припои для пайки алюминия.
Российские производители ("СмолТехноХим", "Коннектор", Rexant, "Зубр") предлагают две основных разновидности жидких активных флюсов: Ф-59А и Ф-61А. Буквенный индекс «А» в маркировке означает, что их состав разработан специально для пайки алюминия, сплавов на его основе, а также комбинированных соединений с медью, сталью и другими металлами.
Среди импортных жидких флюсов для мягкой пайки российскому пользователю наиболее известен швейцарский Castolin AluTin 51. Тщательно разработанный и хорошо сбалансированный состав подходит как для пайки алюминиевых элементов, так и в сочетании с другими металлами.

Все перечисленные выше флюсы предназначены для низкотемпературной пайки (в диапазоне от 150 до 300 градусов). Твердую пайку алюминия осуществляют в основном либо без применения флюсов, либо его компоненты встроены в структуру припойного прутка.
В заключение
Из всего вышеизложенного можно сделать однозначный вывод: процесс пайки алюминиевых элементов достаточно прост и доступен каждому. Зная, какие расходные материалы купить и какие приспособления использовать, вы сможете как спаять вместе алюминиевые электрические провода, так и отремонтировать треснувший поддон картера автоматической коробки передач.
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема – прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения – электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия – первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях

Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым.
А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло.

Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой.

Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод.

Какой припой применяется для пайки алюминия
На выбор припоя влияет способ соединения алюминиевых деталей.
- Если вы используете обычный паяльник – вам нужен материал с низкой температурой плавления. При электрических соединениях обычно используется традиционный припой. Это следующие виды сплавов: цинково-оловянный, медно-оловянный и висмутово-оловянный. Нам они более известны, как радиолюбительские припои серии ПОС.
Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа.
Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится.
В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.
- Для механически прочных соединений применяются тугоплавкие припои. К тому же, они не расплавятся при высокой температуре. В состав обязательно должен входить собственно алюминий.
Наиболее распространены такие сплавы: алюминий-медь-кремний.Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.

Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium – 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.

Преимущества пайки горелкой перед сваркой в среде аргона:

Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.

Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
Господствует мнение, что алюминий и его сплавы относятся к трудно паяемым материалам. Однако это общераспространенное убеждение можно считать верным лишь в том случае, если речь идет о пайке с использованием обычных припоев и флюсов, применяющихся для пайки меди, стали и некоторых других металлов. При использовании современных материалов, предназначенных специально для пайки алюминия, пресловутая труднопаяемость алюминия почти ничем себя не проявляет.
Трудность пайки алюминия обычными припоями и флюсами обуславливается целым рядом факторов. Прежде всего, это наличие тугоплавкой и химически стойкой оксидной пленки. Оксид Al 2 O 3 препятствует смачиванию поверхности припоем и растворению в нем основного металла. Чтобы разрушить его, применяют механическую обработку и сильнодействующие флюсы.
Создает трудности для пайки и низкая температура плавления алюминия, составляющая 660°C. При нагреве прочность металла быстро снижается, и уже при температурах 250-300°С алюминиевые конструкции могут терять устойчивость. Температура солидуса (температура, при которой плавится самый легкоплавкий компонент) основных алюминиевых сплавов, варьируется в интервале 500-640°С. Это оставляет очень узкий температурный интервал для применения высокотемпературной пайки, при которой существует опасность перегрева и расплавления самой паяемой детали.
В отношении большинства элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In), у алюминия имеет место слабая взаимная растворимость, что снижает прочность паяных соединений. Исключением является цинк, который с алюминием хорошо взаиморастворимы, обеспечивая необходимую прочность соединения.
Материалы для пайки алюминия
Припои . При использовании высокоактивных флюсов и хорошей подготовки поверхности, алюминий можно паять и оловянно-свинцовыми припоями. Однако их выбор все же нельзя считать удачным. Помимо того, что имеет место упомянутая выше плохая растворимость алюминия в системах Sn-Pb, оловянно-свинцовые припои обеспечивают очень низкую коррозионную стойкость паяного соединения. Чтобы преодолеть этот недостаток, соединения, паянные оловянными или оловянно-свинцовыми припоями, необходимо покрывать специальными лакокрасочными покрытиями.Качественную пайку алюминия обеспечивают припои содержащие цинк, серебро, медь, алюминий, кремний. Существует большое количество составов как отечественного, так и импортного производства, содержащих эти элементы в различном соотношении. Из отечественных припоев можно привести ЦОП40 (60% олова и 40% цинка) и 34А (66% Аl, 28% Cu и 6% Si). Чем выше содержание цинка в цинковом припое, тем большую коррозионную стойкость и прочность имеет паяное соединение.
Большинство припоев является низкотемпературными, однако температура их плавления выше, чем у оловянно-свинцовых. По-настоящему высокотемпературными являются алюминиево-кремниевые (силумины) и алюминиево-медно-кремниевые припои. В качестве первого можно привести припой Aluminium-13 фирмы Chemet, содержащий 13% Si и 87% Аl (припой покрыт флюсом). Его температура пайки составляет 590-600°C. Примером второго может служить, уже упоминавшийся, отечественный припой 34А, состоящий из 66% Аl, 28% Cu и 6% Si. Интервал его температуры пайки - 530-550°C. Если возникает необходимость в применении высокотемпературных припоев, они применяются для пайки алюминия и тех его сплавов, которые имеют достаточно высокую температуру плавления, или деталей имеющих массивные размеры, обеспечивающие хороший теплоотвод.
Если говорить о самых удобных материалах, то к ним относятся, конечно, бесфлюсовые низкотемпературные припои, например HTS-2000.

Флюсы . К выбору флюса нужно подходить очень серьезно, именно его активность определяет паяемость алюминия, особенно при использовании обычных оловянно-свинцовых припоев. Далеко не все флюсы проявляют в отношении алюминия активность, заявляемую их производителями. Одним из отечественных флюсов является состав, называемый предельно информативно - "флюс для пайки алюминия". Ещё есть флюс Ф59А, Ф61А (содержащий триэтаноламин, фторборат цинка, фторборат аммония) и другие. Под названием "флюс для пайки алюминия" могут скрываться Ф59А, Ф61А или другие, даже если это не указано на упаковке.

В качестве высокотемпературного флюса можно привести флюс 34А, который содержит 50% KCl, 32% LiCl, 10% NaF и 8% ZnCl 2 .

Подготовка деталей к пайке
Подготовка алюминия к пайке заключается в обезжиривании и механической зачистке зоны соединения. Целью последней является удаление окисной пленки. Обезжиривание производят ацетоном, бензином или иным растворителем. Зачищают поверхность наждачной бумагой, щеткой или сеткой из нержавеющей проволоки, абразивными кругами. Пленку окислов можно убрать и травлением определенными кислотами, но этот способ является более хлопотным в сравнении с механической зачисткой и применяется гораздо реже.Нужно понимать, что после удаления старой окисной пленки, взамен ее мгновенно образуется новая, так что полностью избавиться от оксидного барьера все равно не получается. Смысл зачистки состоит в том, что вновь образующаяся пленка оказывается значительно тоньше и слабее старой, в результате чего флюсу с ней легче справляться.
Способы нагрева
В качестве основных инструментов для нагрева относительно массивных алюминиевых деталей применяются газовые горелки, работающие на пропане, бутане, или паяльные лампы.При нагреве следует проявлять осторожность, чтобы не допустить перегрева основного металла, способного привести к его расплавлению. Нужно постоянно контролировать температуру основного металла, прикасаясь к нему стержнем припоя. При достижении рабочей температуры он начнет плавиться.
Пламя должно быть нормальным - без избытка или недостатка кислорода. В сбалансированной газовой смеси пламя только нагревает металл и не оказывает сильного окислительного действия. В случае сбалансированной газовой смеси пламя горелки обладает ярко-синим цветом и небольшой величиной. Пересыщенное кислородом пламя сильно окисляет поверхность металла, его факел бледно-голубого цвета и маленький.
Мелкие детали с небольшим теплоотводом при использовании низкотемпературных припоев паяются электропаяльниками.
Технология пайки алюминия
Процесс пайки алюминия с флюсом практически ничем не отличается от пайки меди или стали. После очистки деталей и установки их в нужное положение, на зону пайки наносится флюс, после чего соединение подвергается нагреву до температуры, при которой припой начинается плавиться. Плавление осуществляют прикосновением кончика стержня к стыку соединения.Пайка бесфлюсовым припоем имеет особенность, заключающуюся в том, что для облегчения проникновения припоя через оксидную пленку, её желательно разрушить, осуществляя чиркающие движения твердым концом прутка припоя или стержнем из нержавеющей стали по расплаву. При этом происходит нарушение целостности окисной пленки.

Разрушать оксидную пленку можно и щеткой из нержавеющей стали, растирая ею расплавленный припой по поверхности деталей. Соединяемые элементы лучше прижимать друг к другу лужеными поверхностями и нагревать до температуры пайки. Полученное таким способом соединение получается очень прочным.



Примеры использования пайки алюминия
Алюминиевой пайкой можно ремонтировать и восстанавливать детали из алюминия и его сплавов любой сложности, начиная от самых простых, используемых в быту, и заканчивая изделиями, к которым предъявляются повышенные требования в отношении прочности и безопасность.Пайка алюминия широко используется при ремонте автомобилей, тракторов, мотоциклов. Во многих случаях она оказывается предпочтительней, чем сварка, поскольку не приводит к изменению структуры металла и его деформации. Восстановление герметичности протекшего картера из алюминия, пайка алюминиевого радиатора, ремонт изношенной или разрушенной детали - для всех этих случаев пайка может оказаться безальтернативным способом устранения неисправности.
Пайкой можно отремонтировать алюминиевый блок цилиндров, заделать появившиеся на нем трещины, прогары, сколы. Восстановить резьбу в разбитом резьбовом отверстии. Для этого последнее заполняется расплавленным припоем, после чего в него вставляется болт. После охлаждения конструкции остается лишь вывернуть болт. Прочность резьбы, восстановленной таким способом, не уступает прочности исходной.

Пайка позволяет заделать отверстия в различных емкостях и изделиях, для которых необходима герметичность. Паять отрытым пламенем емкости, в которых хранились воспламеняющиеся жидкости нельзя, подробнее .

Пайкой ремонтируют алюминиевые трубопроводы компрессоров, насосов и кондиционеров. Пайка алюминия в домашних условиях позволяет отремонтировать любую вещь, изготовленную из чистого алюминия или его сплава - лестницу, водосточный желоб, посуду, алюминиевый сайдинг. При использовании качественных материалов может быть достигнута такая прочность соединения, что отремонтированное изделие окажется прочнее нового.
Если нет хорошего флюса и припоя
При отсутствии активных флюсов и предназначенных для алюминия припоев можно попытаться паять алюминий оловянными или оловянно-свинцовыми припоями, применяя способ разрушения оксидной пленки под слоем канифоли. Такой способ позволяет избежать мгновенного образования новой оксидной пленки взамен удаленной старой (как это происходит при зачистке на воздухе).Роль инструмента, разрушающего оксидную пленку, играет специальный паяльник со скребком или добавленные в канифоль железные опилки. При трении облуженного паяльника о деталь, покрытую канифолью, скребок или опилки удаляют старую пленку, а канифоль не позволяет образоваться новой. Одновременно происходит лужение очищенной от окисла поверхности припоем, добавляемым на паяльник по мере необходимости.
Этот хлопотный и не гарантирующий успеха способ целесообразно применять лишь в случае крайней необходимости. Самый простой и естественный вариант - приобретение качественных флюсов и припоев, пайка которыми обеспечивает получение прочного и коррозионностойкого соединения без ненужной траты времени и сил.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.